
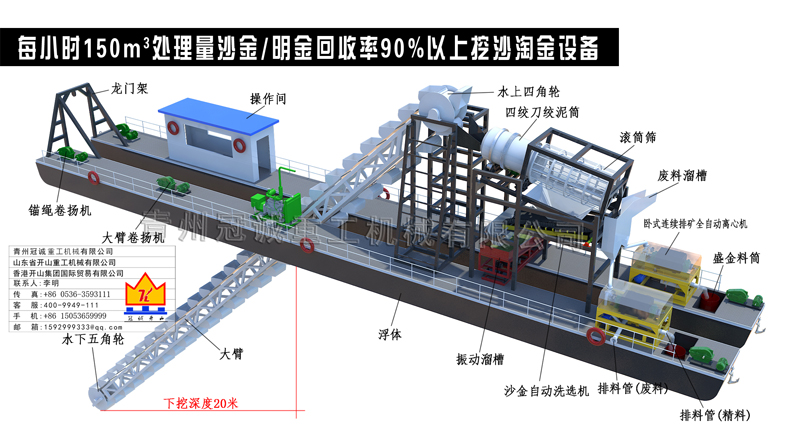
產(chǎn)品介紹:
該款高回收率挖沙選金設(shè)備?每小時(shí)150m3處理量沙金/明金回收率90%以上?,將得到的精料以人工方式投入搖床,在搖床精選后,將含金精料投入混汞機(jī),進(jìn)行金與汞充分混合,再投入蒸汞器進(jìn)行金的初提純,最后將初提純的金子投入溶金爐進(jìn)行熔煉成型。?
現(xiàn)在咨詢?cè)O(shè)備
撥打熱線立享優(yōu)惠
15053659999 15653473333


備")
備")